Una delle tecniche di lavorazione delle lamiere metalliche e quindi una di quelle utilizzate nella produzione di guarnizioni industriali, rondelle e taluni tipi di distanziali, ma anche di griglie è la punzonatura.
Il nostro intento nei prossimi paragrafi di questo articolo è di accompagnare il lettore alla scoperta non solo di questa tecnica ma anche della cosiddetta punzonatura – ferro trancia. Addentriamoci quindi nel merito, per poter capire cosa si nasconde dietro questo tipo di lavorazione.
Sommario:
Punzonatura ferro trancia: cos’è e a cosa serve
Punzonatura dei metalli: definizione e un po’ di storia
Che cos’è la punzonatura – ferro trancia
Stampaggio a freddo: le componenti fondamentali
Punzonatura e tranciatura: come avviene
Differenza tra punzonatura e tranciatura
Altre tipologie di lavorazioni meccaniche: il taglio con laser, una tecnologia altamente innovativa
Punzonatura e tranciatura a Milano: le soluzioni dell’azienda Betelli
Punzonatura dei metalli: definizione e un po’ di storia
Quando si parla di punzonatura dei metalli, si fa riferimento a un processo di lavorazione industriale che implica la deformazione plastica delle lamiere.
Il termine punzonatura deriva dal latino “punctio” che tradotto in italiano significa “pungere”. L’origine del termine si deve al fatto che durante la lavorazione a cui veniva sottoposto il metallo nelle epoche più antiche, il materiale veniva a tutti gli effetti “punto” da un particolare utensile chiamato punzone, utilizzato tutt’oggi per mettere in atto questa tecnica. Il punzone serviva e serve tuttora a imprimere un taglio, un segno o una forma al metallo sottoposto alla lavorazione.
Come anticipato poc’anzi, la punzonatura è un’antica tecnica di lavorazione dei metalli. Con il passare degli anni la metodica è stata tuttavia ampliata ad altri materiali e ambiti produttivi, andando a coinvolgere anche l’arte e la filatelia, quindi la produzione dei francobolli. Nelle epoche passate, trattandosi di un tipo di lavorazione dei metalli, l’applicazione principale della punzonatura riguardava la produzione di monete.
Una prassi che si è mantenuta parzialmente viva nel corso dei secoli. Anche al giorno d’oggi, in effetti, sebbene con l’utilizzo di tecniche più evolute, le monete subiscono un processo di punzonatura. Nel caso specifico, la lavorazione serve a definire le dimensioni di ciascuna moneta, oltre che le immagini che vengono impresse sulle facce.
Tornando alla definizione di punzonatura dei metalli, possiamo affermare che oggigiorno con questa terminologia si indica una tecnica tramite la quale si deformano uno o più pezzi della lamiera stessa agendo per compressione/taglio, ma che può anche arrivare a staccarne parti.
In questo specifico contesto, ha però più senso parlare di ferro-trancia. In entrambe le evenienze, la lavorazione è indicata per lamiere di spessore inferiore o uguale a 5 millimetri
Per punzonatura delle lamiere si intende quindi una lavorazione che consente di ottenere la sagomatura per compressione fino ad abbassare e far sporgere una parte secondo la sagoma definita dall’utensile (punzone). La metodica può essere assimilata all’imbutitura, n processo tecnologico attraverso il quale una lamiera viene deformata plasticamente e assume una forma scatolare, cilindrica o a coppa.
Che cos’è la punzonatura – ferro trancia
Quando si parla di punzonatura – ferro trancia (o punzonatura tranciatura) ci si riferisce invece a un complesso di lavorazioni meccaniche che permettono di ottenere, senza asportazione di truciolo, oggetti di forma e di dimensioni volute da lastre di materiale metallico di spessore limitato.
Senza asportazione di truciolo vuol dire che la lavorazione non è sottrattiva, come avverrebbe in una tornitura, fresatura o foratura a trapano, ma consiste in una deformazione, ossia nella formatura del metallo per compressione fino alla tranciatura e al distacco.
Questa tecnica consente la rapida produzione di un gran numero di pezzi uguali, di grandi, medie o piccole dimensioni, di forma anche irregolare e complessa. Il tutto con l’uso di macchine semplici e procedimenti essenziali.
Stampaggio a freddo: le componenti fondamentali
Sono tre le componenti fondamentali che devono essere possedute dai macchinari destinati allo stampaggio a freddo:
- il punzone (di cui abbiamo avuto parzialmente modo di parlare nei precedenti paragrafi);
- la matrice;
- il premilamiera.
Il punzone costituisce la componente mobile dello stampo. In base alla tipologia di operazione che si intende eseguire, questo elemento essenziale può presentare forme distinte. Il punzone è in genere fissato nella parte superiore della pressa.
È opportuno sapere che questa componente non deve essere confusa con quel tipo di strumenti, definiti anch’essi punzoni, che sono usati per stampigliare loghi o iscrizioni. Nel caso specifico, queste tipologie di punzoni sono costituiti da un’asticciola di acciaio duro dotata di una estremità tronco-piramidale, sulla cui superficie superiore è incisa la forma speculare di una lettera, di un numero o di una sigla.
Riferendosi alla matrice si intende invece la parte fissa dello stampo. Di solito, questa componente, che svolge la funzione di contenere il taglio nelle operazioni di tranciatura o la deformazione durante le operazioni di formatura, è posizionata sul piano del macchinario.
Le matrici per punzonatura o per tranciatura devono essere dotate di un apposito dispositivo che risulta necessario per lo scarico del materiale. In concreto, tale elemento consiste in un prolungamento della parte cava da cui viene espulso il materiale.
Nel caso in cui il macchinario destinato allo stampaggio a freddo debba essere utilizzato per lavorazioni meccaniche complesse, un altro componente essenziale si trova nel premilamiera.
All’atto pratico, questo elemento serve per bloccare la lamiera contro la matrice, in modo tale da evitare il suo trascinamento da parte del punzone quando si procede con l’operazione di tranciatura o di permetterne il trascinamento senza però determinare la comparsa di grinze, nel caso in cui si proceda con l’operazione di imbutitura.
Un componente come il premilamiera può essere realizzato:
- con gomme che sono resistenti agli oli, nel caso delle macchine più semplici composte da punzoni singoli per effettuare forature;
- con lastre di acciaio in presenza di macchine più complesse.
In generale, il materiale che viene usato per costruire gli stampi destinati alla punzonatura e tranciatura deve essere contraddistinto da un elevato grado di durezza e di resistenza all’usura.
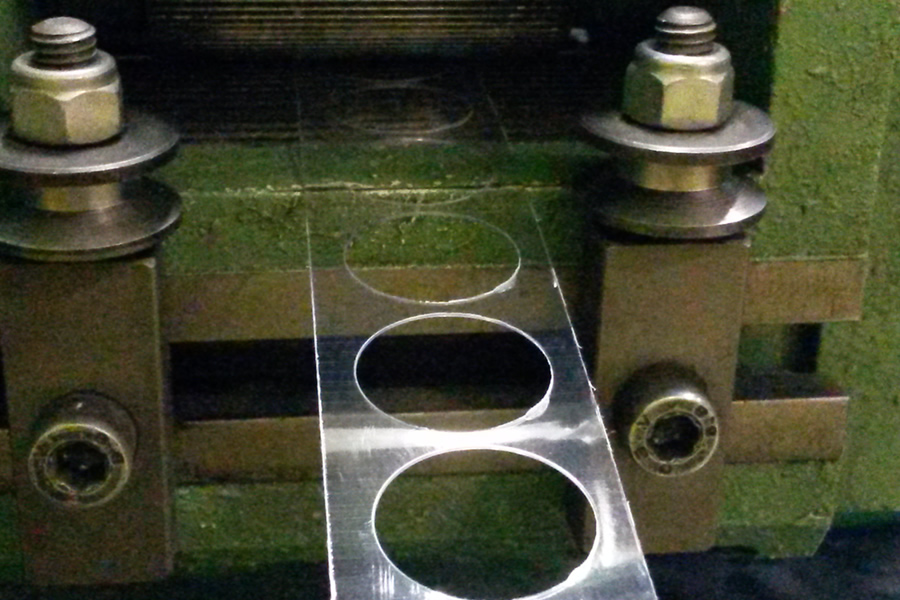
Punzonatura e tranciatura: come avviene

In senso generale la punzonatura tranciatura (o tranciatura metalli a freddo) è una lavorazione mediante la quale si separa da una lamiera un elemento di forma e di dimensioni definite dai relativi stampi. Gli stampi per punzonare sono essenzialmente costituiti da un punzone e da una matrice.
La pressione esercitata dal punzone sulla lamiera determina inizialmente una deformazione plastica del materiale e quindi, quando lo sforzo applicato supera la resistenza al taglio del materiale, si verifica la recisione della struttura fibrosa (che è tipica delle lamiere metalliche) dello stesso con la conseguente separazione fisica della parte all’interno dell’utensile.
L’operazione di tranciatura dei metalli a freddo si effettua con l’utilizzo di stampi montati su presse. In concreto, si svolge con un punzone che, collegato attraverso una piastra alla slitta della pressa, penetra nella matrice tagliando la lamiera secondo la forma sia del punzone che della matrice (i contorni del punzone e del foro nella matrice costituiscono le parti taglienti che opereranno la tranciatura).
L’oggetto tranciato cade sotto lo stampo (e da lì viene raccolto), grazie al fatto che la matrice ha una sezione che si allarga dall’alto al basso (tale sagoma è detta angolo di “sformo” della matrice).
Durante la discesa, il punzone penetra nella lamiera provocando la deformazione della sua struttura fibrosa e la lamiera inizia a penetrare nella matrice. In questo modo, la lamiera si deforma, con arrotondamento dei bordi tranciati, nelle zone di contatto superiore con il punzone e inferiore con la matrice.
Al raggiungimento della tensione di rottura a taglio del materiale, si genera una superficie di frattura che separa l’oggetto tranciato dal resto della lamiera. Quindi il punzone continua a spingere il pezzo tranciato all’interno della matrice, finché esso non cade.
Per assicurare il corretto posizionamento della lamiera sopra la matrice è presente un sistema guida-lamiera e nel caso di lamiere sottili si ricorre anche a un premilamiera, per evitare che la lamiera stessa, a causa della sollecitazione causata dal punzone, pieghi e si deformi durante la tranciatura, causando la produzione di pezzi deformati.
A causa del fatto che le fibre del metallo in corrispondenza della recisione non si tagliano, ma subiscono una flessione e in virtù dell’elasticità del materiale e delle sollecitazioni a flessione che accompagnano lo sforzo di taglio impresso dal punzone, la punzonatura non dà luogo ad un taglio preciso dei bordi del pezzo o del foro, ma a una sbavatura più o meno accentuata in base a quando è affilato l’utensile ed al tipo di metallo ed alla relativa struttura cristallina.
L’area laterale presenta una superficie liscia generata dallo strisciamento sulle pareti della matrice, l’altra rugosa in quanto sede della frattura.
La qualità ottenibile dalla punzonatura dipende essenzialmente dallo spessore e dalle proprietà qualità del materiale, dal gioco fra punzone e matrice e dalle condizioni degli spigoli taglienti, ma anche dalla precisione e dal fissaggio dello stampo.
Differenza tra punzonatura e tranciatura
Per quanto nella punzonatura e ferro trancia la lamiera venga deformata fino ad essere tranciata, tale lavorazione non va confusa con la tranciatura perché quest’ultima consiste nel taglio, operato da una lama, di lamiere ed altri materiali, mentre la punzonatura consente di ottenere varie forme geometriche.
Più esattamente, nella tranciatura la parte di lamiera asportata dal punzone è lo scarto (anche detto sfrido, che nelle lavorazioni meccaniche industriali si traduce in scarto) della lavorazione e il pezzo ottenuto è ciò che resta, mentre nella punzonatura è il punzone a ritagliare ed asportare il pezzo dalla lamiera.
Va da sé che la punzonatura è adatta a ottenere pezzi da un foglio di lamiera, tondi, quadrati, poligonali ecc., mentre la tranciatura è idonea a ricavare fori all’interno di particolari come le rondelle e si opera su pezzi semilavorati.
In entrambe le lavorazioni i pezzi tranciati risultano più o meno deformati e con bave più o meno accentuate sui bordi, che in alcuni manufatti sono accettabili, mentre in altri no, al punto da richiedere un’ulteriore lavorazione di eliminazione (ad esempio per molatura a disco abrasivo) o da far optare per lavorazioni meccaniche che consentano un risultato più preciso.
Altre tipologie di lavorazioni meccaniche: il taglio con laser, una tecnologia altamente innovativa
Da alcuni anni a questa parte, una tipologia di lavorazione meccanica che ha garantito una svolta è rappresentata dal taglio con laser.
Il laser, acronimo che sta per “Light Amplification by Stimulated Emission of Radiation” ossia “amplificazione della luce mediante l’emissione stimolata di radiazioni, è una tecnologia piuttosto complessa, le cui origini risalgono agli anni Sessanta del secolo scorso. In concreto, tale tecnologia consiste nel creare fasci di luce monocromatica estremamente concentrati, definiti per l’appunto raggi laser.
I raggi laser possono avere diverse potenze di emissione e vengono diffusamente impiegati in un ampio ventaglio di applicazioni, che spaziano dai codici a barre fino ai dispositivi di trasmissione mediante fibre ottiche.
Una delle applicazioni più note dell’uso del laser si ha nel taglio della lamiera ma svariati studi attualmente in corso stanno via via proponendo tecnologie capaci di intervenire su altri materiali come quelli plastici ma anche la ceramica, il vetro, le gomme e le materie composite.
Il taglio laser è una tecnologia innovativa soprattutto in virtù della sua estrema precisione. Come ulteriore vantaggio, il taglio laser permette di operare con notevole velocità, ottimizzando di fatto le tempistiche operative. La macchina destinata al taglio laser può essere implementata su braccia robotizzate, cosa che rende attuabile tagli non solo su componenti piani ma anche su elementi tridimensionali.
Punzonatura e tranciatura a Milano: le soluzioni dell’azienda Betelli
L’azienda Betelli opera da anni a Lacchiarella, in provincia di Milano, nella progettazione e nella costruzione di stampi per tranciatura punzonatura: la vasta gamma di prodotti proposti prevede sagome standard e speciali, stampi per deformazioni e rivestimenti superficiali finalizzati a ottenere le massime prestazioni dal processo di punzonatura e tranciatura.
Alla propria clientela, Betelli propone anche la possibilità di realizzare sagome a disegno in qualsiasi tipologia di materiale.
Gli utensili impiegati sono realizzati con i migliori acciai, lavorati con macchine di alta precisione e vengono sottoposti a trattamenti termici in atmosfera controllata per ottenere durata ed elevate prestazioni sia negli interventi tranciatura sia nelle operazioni di punzonatura. Presso la nostra realtà è inoltre possibile avvalersi di processi quali la fustellatura, la spaccatura, il taglio ad acqua e svariate altre tipologie di lavorazioni meccaniche.
Per qualsiasi informazione a riguardo o per un preventivo a mero titolo illustrativo e senza impegno, non esitare a metterti in contatto con la nostra azienda telefonicamente o compilando il nostro apposito form. Saremo lieti di ascoltarti e di mettere le nostre competenze a servizio delle tue specifiche necessità operative.